- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Bahay > Mga produkto > Welded Steel Pipe > Straight Seam Welded Steel Pipe > Longitudinal Welded Pipe


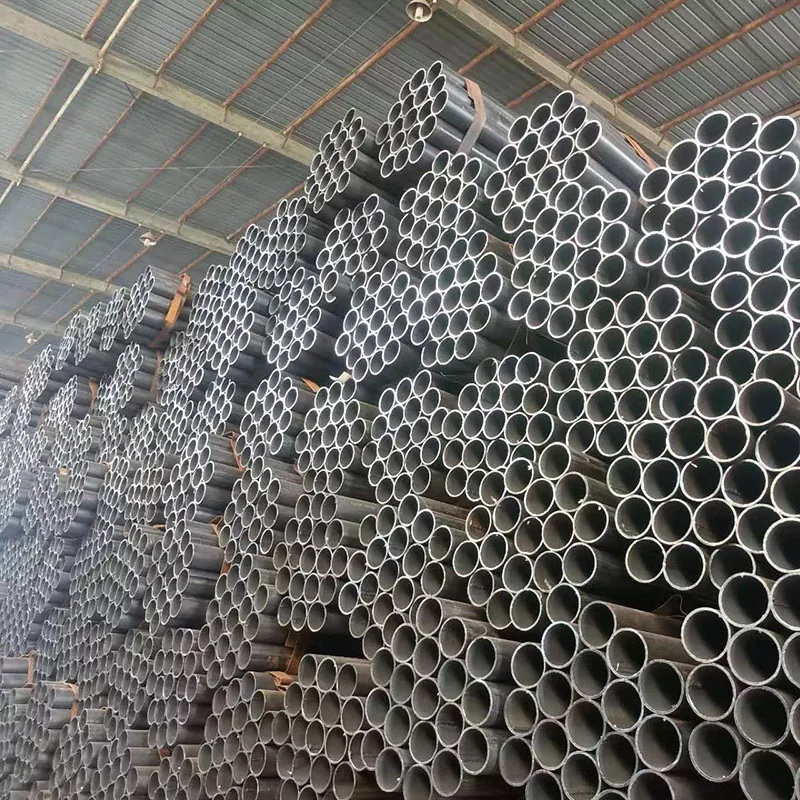


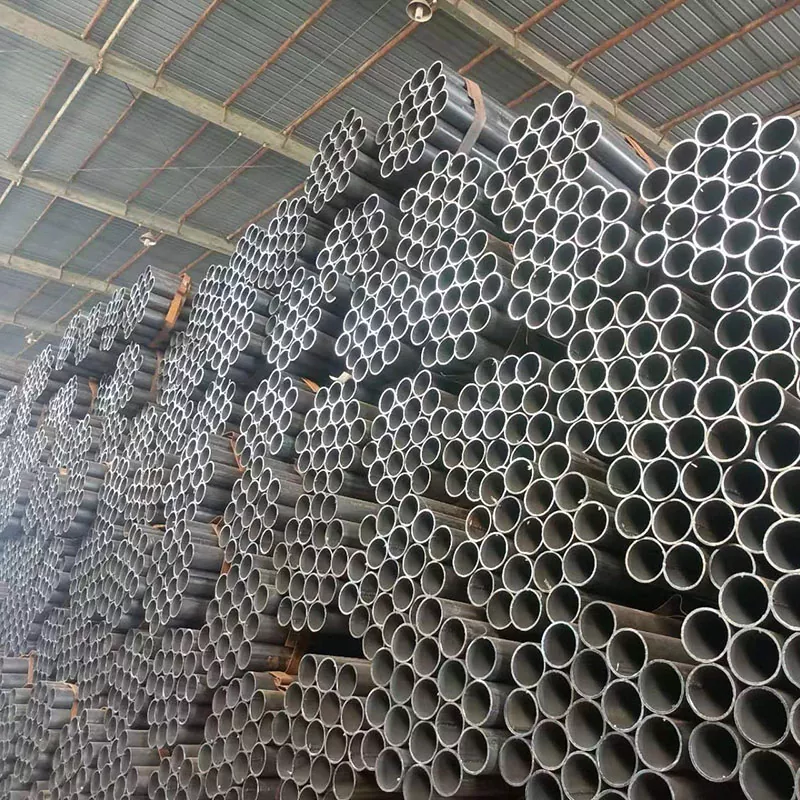
Longitudinal Welded Pipe
Ang Longitudinal Welded Pipe na ginawa ng tagagawa ng Xinlida ay isang steel plate o steel strip na pinagsama, na hinangin sa isang tuwid na linya sa pamamagitan ng welding technology (tulad ng high frequency welding o submerged arc welding) upang bumuo ng isang tubular na istraktura. Kung ikukumpara sa seamless steel pipe, ang proseso ng produksyon ng straight seam steel pipe ay simple at ang gastos ay medyo mababa, ngunit ang lakas ng weld ay maaaring mas mababa kaysa sa pipe ng seam.
Magpadala ng Inquiry
Paglalarawan ng Produkto
Ang proseso ng pagmamanupaktura ng Longitudinal Welded Pipe ay sumusunod sa pangunahing proseso ng "raw material pretreatment-forming-welding-finishing", at ang bawat hakbang ay umiikot sa katumpakan at pagkontrol ng lakas. Binubuo ng pamamaraan ang mga sumusunod na hakbang ng: una, paghahanda ng mga hilaw na materyales, pagpili ng hot-rolled steel strip o coil plate bilang base na materyal, pagputol ng steel strip sa isang pipeliting level na kinakailangan sa pamamagitan ng pipeliting level na sumusunod sa mga kinakailangan sa antas ng pipelit, at naaayon sa diameter ng pipe. derusting treatment upang alisin ang mga kaliskis at dumi sa ibabaw ng oksido upang maiwasang maapektuhan ang kalidad ng hinang; at pagkatapos ay pumapasok sa isang yugto ng pagbuo, kung saan ang bakal na strip ay unti-unting nakabaluktot sa isang bukas na bilog na tubo na blangko (o parisukat o hugis-parihaba na blangko ng tubo) sa pamamagitan ng tuloy-tuloy na roller forming machine, upang matiyak na ang mga gilid ng blangko ng tubo ay nakahanay at ang kurbada ay pare-pareho, at maglatag ng pundasyon para sa kasunod na hinang.
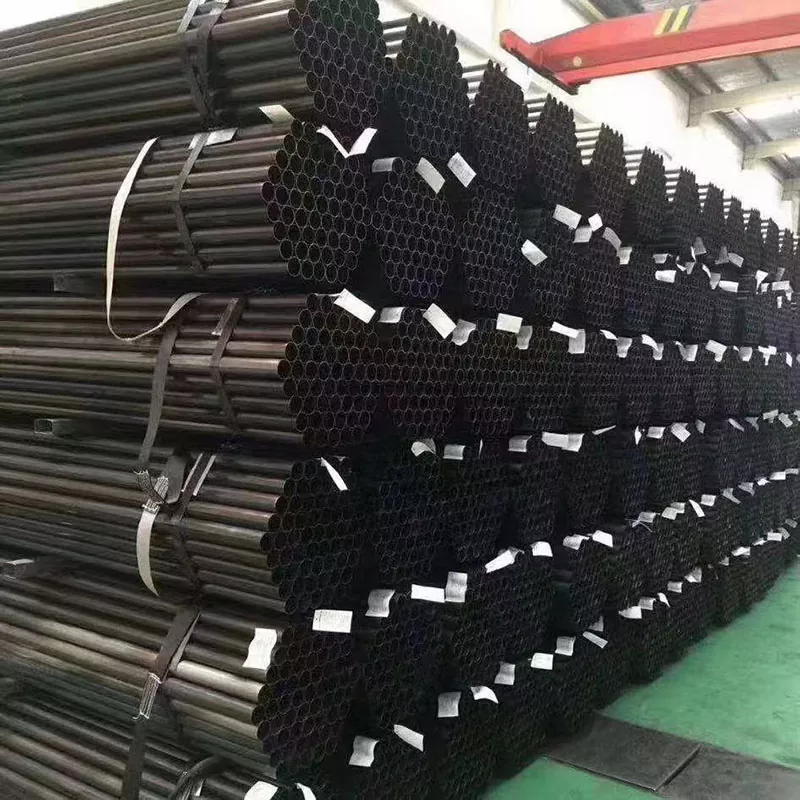

Pagkatapos mabuo, agad na pumapasok ang blangko ng tubo sa welding link, at ang mainstream ay gumagamit ng high-frequency induction welding o arc welding: ang high-frequency welding ay gumagamit ng electromagnetic induction upang mabilis na mapainit ang gilid ng tube blangko sa isang tunaw na estado, at pagkatapos ay ang welding ay nakumpleto sa pamamagitan ng pagpindot sa extrusion roller, at ang lakas ng weld ay malapit sa base metal; Ang arc welding ay angkop para sa makapal na pader na mga tubo, at ang koneksyon ay naisasakatuparan sa pamamagitan ng pagpuno sa molten pool na may electrode o welding wire. Pagkatapos ng welding, weld inspection (tulad ng ultrasonic at X-ray inspection) ay dapat isagawa upang maalis ang mga depekto tulad ng mga pores at bitak, i-calibrate ang diameter ng pipe sa pamamagitan ng sizing machine, tamang paggamot at pag-aayos ng dulo sa ibabaw, at sa wakas ay isagawa ang pag-aayos sa ibabaw, at pangwakas na tuwid na pag-aayos sa ibabaw ng dulo, at sa wakas (tulad ng galvanizing at pagpipinta) upang sa wakas ay makabuo ng mga kwalipikadong produkto ng straight welded pipe.


Mga Hot Tags: China Longitudinal Welded Pipe
Kaugnay na Kategorya
Magpadala ng Inquiry
Mangyaring huwag mag-atubiling ibigay ang iyong pagtatanong sa form sa ibaba. Sasagot kami sa iyo sa loob ng 24 na oras.





